Deep Learning OCR Powered by Theia ML610M Lens and Imaging Source DFK 33UX178 in Aurora Vision Studio
by Jon Boucher and Andrea Van Landingham, Theia Technologies
Download the Case Study here
When The Imaging Source set out to implement a high-precision optical character recognition (OCR) system for industrial imaging, Applications Engineer Tommie Minor turned to a combination of Theia Technologies’ ML610M varifocal lens, The Imaging Source's DFK 33UX178 camera, and Zebra’s Aurora Vision Studio software platform with its Deep Learning OCR tool. The objective was to achieve fast, accurate recognition of small characters at a close working distance of roughly nine inches (~23 cm), even in demanding industrial environments. Reliable OCR is critical for applications such as product serialization, label verification, electronics inspection, and automated traceability, where even minor misreads can disrupt production, compliance, or quality control.
Central to the system’s success was Theia’s ML610M 2/3″ format varifocal lens, designed for a 1.55 μm pixel size to resolve detail up to 300 line pairs per millimeter contrast. This exceptionally high resolving power ensured that the fine strokes of small, densely printed characters remained sharp and distinguishable when projected onto the camera sensor. In OCR tasks, where the difference between a “1” and a lowercase “l” or a “5” and an “S” can determine whether a code is read correctly, maintaining edge contrast at the smallest character scales was critical. The lens’s true 4K, 12-megapixel optical design, combined with aerospace-standard sweep vibration resistance from 20 Hz to 200 Hz to 20 Hz at 10 G for 30 minutes per axis and IR correction from 440 to 940 nm, ensured crisp images across variable lighting and industrial operating conditions (Fig. 1).

Fig. 1. The vision system included Theia’s ML610M and The Imaging Source’s DFK 33UX178, creating a high-resolution 200lp/mm vision system.
Pixel Density Meets Deep Learning for Industrial OCR
The DFK 33UX178 camera features a 2/3″ format, 6.3-megapixel sensor with 2.4 μm pixels, making it a strong match for the ML610M’s Ø11 mm image circle and 300 lp/mm optical capabilities. Although the lens itself can resolve up to 300 lp/mm, the system’s effective resolution is limited by the camera to 200 lp/mm. Even at this level, the pairing delivers exceptionally crisp, edge-to-edge detail across the entire sensor. At a nine-inch working distance, it produced a dense, high-contrast pixel grid that captured even the thinnest strokes with minimal blur.
This rich pixel data directly supported Zebra’s Aurora Vision Studio Deep Learning OCR tool, which relies on high-quality inputs to distinguish characters in industrial applications such as label inspection, product serialization, and electronic component verification. Aurora’s DL_ReadCharacters filter evaluates both localization and classification probabilities, and when supplied with sharp, high-contrast edges from a 200 lp/mm capture, the network maintains strong confidence scores (OcrResult.Score) and minimizes false detections (Fig. 2).
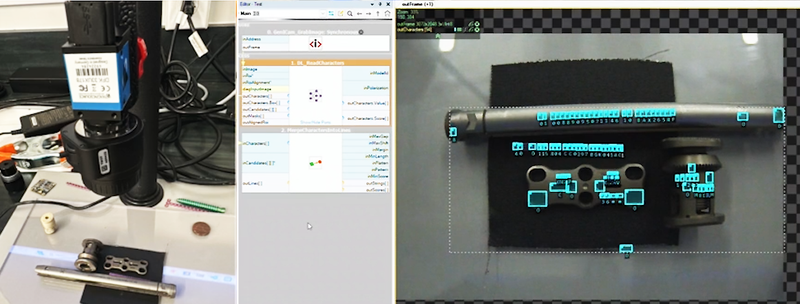
Fig. 2. Deep learning OCR with Zebra’s Aurora Vision Studio. 17pix/mm provided by 6.3mpx Imaging Source DFK 33UX178, lens at 6mm focal length, from 9inches (~23cm) distance.
Software Integration for Code-Free OCR Deployment
Aurora Vision Studio provided a graphical environment where engineers could build and refine workflows without coding. Its Deep Learning OCR models are pre-trained to recognize a wide variety of fonts, sizes, and orientations, even when characters are skewed, worn, or partially obstructed. Because the ML610M and DFK 33UX178 captured characters at a consistent scale and sharpness, Aurora required only minimal tuning for parameters such as character height or contrast.
The clean pixel data allowed DL_LocateText to accurately isolate characters, while DL_ReadCharacters provided high-confidence recognition even in challenging industrial scenes. This capability supports practical applications such as automated verification of product labels, real-time inspection of serialized parts, digitization of forms in harsh environments, and integration with robotic systems for sorting or inspection.
Operational Results
The integration of high-resolution optics and deep learning software produced measurable benefits. While the ML610M lens is capable of even higher resolving power, the system’s effective resolution was set by the DFK 33UX178 camera at 200 lp/mm, more than sufficient to faithfully render the smallest text elements. This clean, high-contrast input enabled Aurora’s OCR engine to deliver reliable recognition, fewer false reads, and minimal need for multiple captures.
Because Aurora Vision Studio is code-free, deployment was rapid, and operators could make occasional adjustments without programming expertise. The system’s precise imaging supports a range of industrial OCR applications, including product serialization and traceability, label verification, electronics and PCB inspection, document digitization, and industrial automation.
As Applications Engineer Tommie Minor validated, the 17 pix/mm density from the ML610M / DFK 33UX178 combination was precisely what allowed Aurora’s Deep Learning OCR tool to perform at maximum confidence in real-world industrial conditions. Even at a working distance closer than the lens’s nominal minimum of 0.5 m, the system delivered crisp high-resolution imagery at 9 inches (Fig. 3).
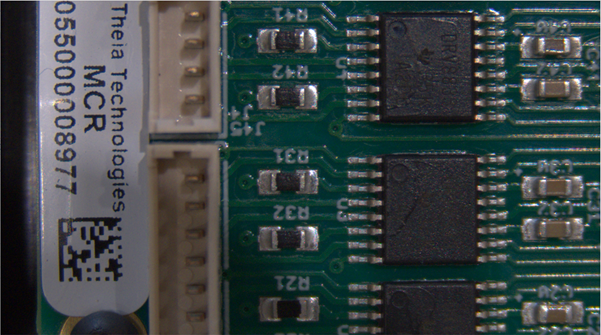
Fig. 3. 8.3MP resolution camera on HD monitor from 4 inches away
The resulting vision system represents a robust OCR solution, where optical precision and deep learning intelligence work together to support critical industrial applications, reduce errors, and improve operational efficiency.
Learn more: The Imaging Source - DFK 33UX178
Zebra Technology - Aurora Vision Studio
Download the Case Study here